Is je keuze van 3D-printer gemaakt en aangekocht, maar je hebt nadien nog een vraag? Heb je een probleem met een 3D print, en zoek je hulp? Dan is dit z'n plek.
Al mijn printer werken op 24 Volt en als ze dat bij aanschaf niet deden zijn wel omgebouwd naar de hogere bedrijfsspanning. De blowers die ik gebruik zijn puur gekozen op basis van de specificaties van het aantal kuubs wat ze per uur kunnen verplaatsen. Dat zijn welliswaar waarden in onbelaste toestand, maar je koopt dit soort blowers toch in goed vertrouwen en hebt er geen hard bewijs voor. Van het geluidsniveau had ik geen gegevens, dus was een pure gok hoeveel herrie ze zouden maken. En dat doen ze behoorlijk. Staat wel tegenover dat ze echt flink blazen en ik een part cooler heb kunnen ontwerpen die meer uitblaasopening heeft dan de blower zelf. Dus veel tegendruk is er niet, maar ik ben er vrij zeker van dat er toch capaciteitsverlies zal zijn door de ruwe wand van de geprinte air duct. Hoe gladder de wand des te minder weerstand en ongewenste turbulentie. Maar goed, de blowers zijn nu even plan B en plan A wordt het goed kaliberen en testen van de nieuwe besturing
Tja ik weet niet waarom, maar ik heb iets met Orcabot printers
Na kalibratie van de printer kwam ik er achter dat de laaghoogte soms niet helemaal klopte. Normaalgesproken print ik vrijwel alles in laagdikte 0.15 mm, en daar zat variatie in. Na het nodige zoekwerk werd mij duidelijk dat het te maken heeft met de afwijkende pitch van zowel de riemen als de lead screws van de printer. De meeste printers hebben GT2 poelies en riemen, de Orcabot gebruikt GT2.5 poelies en lead screws met een pitch van 2,5 mm. In de doorrekening kwam ik voor de steps/mm soms op rare afrondingen uit, en je wilt normaliter altijd op volle stappen uitkomen. Dus was het zoeken hoe dit het simpelste kan worden opgelost zonder dat er technisch iets moet worden gewijzigd. Uiteindelijk heb ik kunnen bereken dat de afronding van stappen met een laaghoogte van 0.125 mm helemaal goed gaat en de lagen wel allemaal even dik worden opgebouwd. Zo zie je maar dat je steeds weer nieuwe dingen tegen komt die je aan het denken kunnen zetten. Uiteraard geldt dit ook voor andere laagdiktes die ik vooraf herbereken zodat het blijft kloppen
Tja ik weet niet waarom, maar ik heb iets met Orcabot printers
Het loont zeker om, vooral bij kleine objecten, de maten en de laaghoogten op elkaar af te stemmen.
Ook de correctie van gaten wordt dan belangrijk.
Groeten uit Hoogeveen.
3 Printers: Artillery Genius, Anycubic Kobra 3 combo en een Elegoo Neptune 4 plus
Software: ik ontwerp met Design Spark Mechanical Creator 6.0.3 en Cura 5.6.0
Inderdaad hoe kleiner het object des te groter worden verhoudingsgewijs de afwijkingen. En je ontdekt meteen ook dat moderne slicers geschreven zijn voor printers die met standaard techniek zijn gebouwd. Zoals poelies en snaren uit de metrische categorie. En dan kom ik aanzetten met mijn 3D dinosaurus die van 8 bits naar 32 bits besturing is omgebouwd
Tja ik weet niet waarom, maar ik heb iets met Orcabot printers
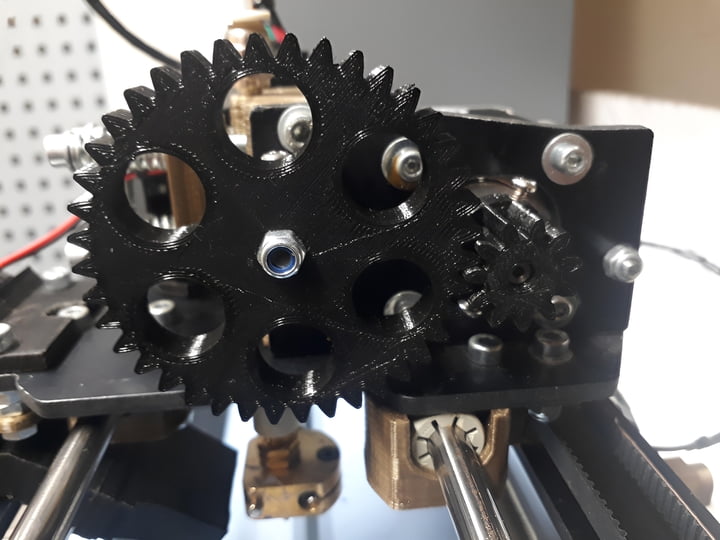
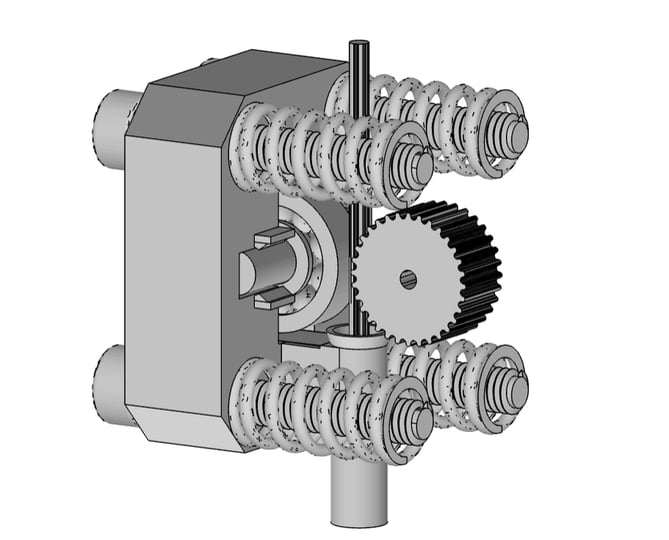
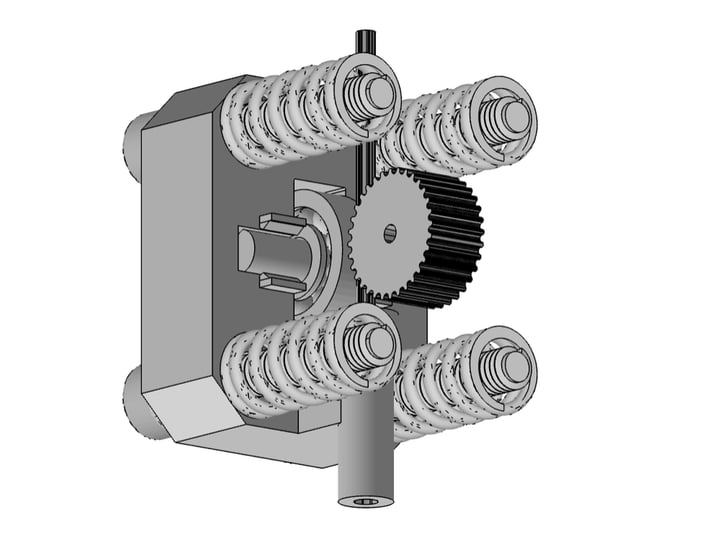
Na 3 keer opnieuw printen en testen heb ik een goed werkende tandwielset op de extruder kunnen plaatsen. Met name de vertanding luistert nogal nauw en daar heb ik behoorlijk mee lopen stoeien. Vooral de hoek en de vorm van de tanden is de sleutel naar succes. Het heeft mij ook best wat tijd gekost om de materie rondom tandwielen te begrijpen, maar dat is niet erg als het resultaat achteraf goed is
Tja ik weet niet waarom, maar ik heb iets met Orcabot printers
Ziet er goed uit , alleen maak ik meer zorgen om de centrale borgmoer van het grote tandwiel .
De schroefdraad raakt de borg niet en kan in de toekomst eraf lopen , en als de as niet langer is had je een verjonging in het tandwiel kunnen maken .
@Wim62 ik kan je geruststellen hoor. Dit was even voor de foto handvast in elkaar gezet. De moer moest toen nog worden aangedraaid. Die zit nu stevig vast en het schroefdraad loopt nog 2 mm door tot buiten de borging. Om slip te voorkomen zitten er voor de boring op de drive gear as en motor as 4 made schroefjes. Ja en dat is misschien een beetje veel van het goede, maar vast zit het zeker en doorslippen doet het niet.
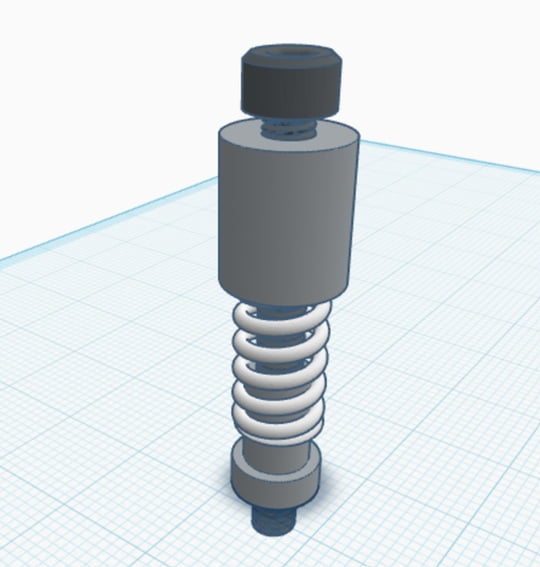
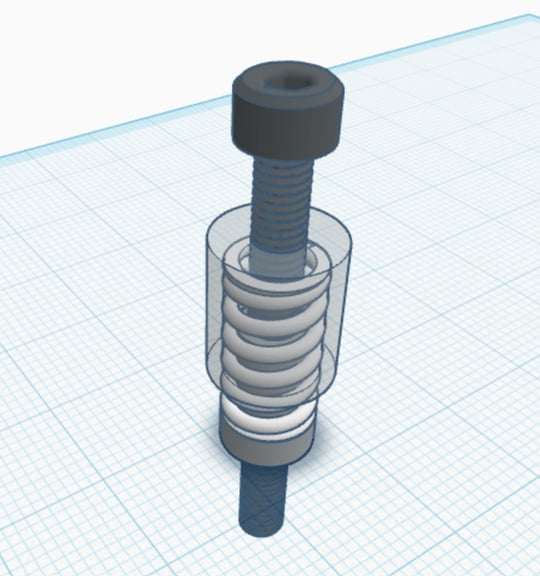
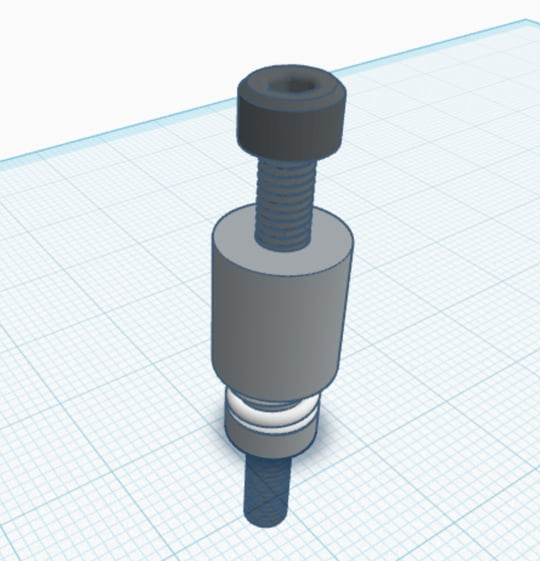
De eerste test printjes waren op zich niet slecht, maar ik heb gemerkt dat het heatbed die op compressieveren staat ietsjes teveel kan bewegen (trillen). Om dat te voorkomen heb ik een simpele veer stabilisatie ontworpen. Voor de test nog gemaakt uit PLA, bij bewezen functionaliteit wil ik daar aluminium van maken. Wat dit ontwerp precies doet is het in horizontale richting stabiliseren van de compressieveer, terwijl het de beweging in verticale richting niet beperkt. Of anders gezegd, het heatbed gewoon level kan worden afgesteld zonder dat deze constructie de instelmogelijkheid beïnvloed. Getest is het nog niet, dat doe ik later deze week
Tja ik weet niet waarom, maar ik heb iets met Orcabot printers
De stabilisatie van de heatbed veren lijkt te werken, althans de eerste prints zien er nu beter uit dan voor de aanpassing. Op 80 mm/s zien de wanden er nog steeds prima uit, dus ik ga er vanuit dat de oplossing langer dan een paar prints zal bijven werken
En nu het probleem lijkt te zijn opgelost heb ik meteen maar een paar dingen geprint die nog op de rol stonden, zoals onderdelen voor een bordspel in ontwikkeling. En ja, perfecte prints zien er anders uit, maar we zitten op de goede weg
Tja ik weet niet waarom, maar ik heb iets met Orcabot printers
In het gebruik van de extruder gebeurd het nog wel eens dat het filament net naast de invoer van het cold end schiet bij het laden van het filament. Vaak is de oorzaak dat de draad net niet helemaal recht is en dan net langs de invoer schiet. Om dat te voorkomen heb ik een aanpassing voor het pressure block gemaakt die nu de ruimte tussen de extruder gear en het cold end vult met een doorvoerhulsje. Het is nog maar een testversie en het zal zich dus nog moeten bewijzen. Vanavond ligt dit ontwerp op de printer en weten we binnen een paar dagen of het aangepaste ontwerp potentie heeft
Tja ik weet niet waarom, maar ik heb iets met Orcabot printers
Begint steeds meer en meer op een functionele printer te lijken
Bambulab X1C + 4 AMS
PrusaXL 5 Toolhead Edition
Creality CR-10 Max met Bondtech DDX v3 & Slice Engineering mosquito magnum hotend
* aansturing via klipper op een Raspberry PI 5, BigTreeTech SKR Mini E3 v3 & EBB42 v1.2.
* to-do: heatbed isolatie, x-as belt tensioner, dubbele y-as riem synchronisatie
Maak een account aan of log in om deel te nemen aan de discussie
Je moet lid zijn om een reactie te kunnen plaatsen
Maak een account aan
Geen lid? Registreer om lid te worden van onze community
Leden kunnen hun eigen onderwerpen starten en zich abonneren op onderwerpen
Het is gratis en duurt maar een minuut