Vragen over het gebruik van een de printer, toepassingen etc...
The forum Administrator has chosen to advise you that this topic is 2 years en 2 months old and that you may wish to begin a new topic or use the search feature to find a similar but newer topic.
Hi!
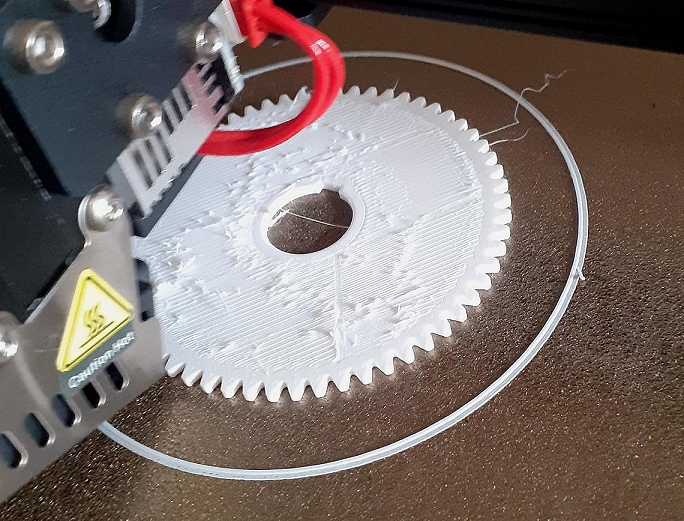
Ik probeer een tandwieltje te maken van wit PETG en krijg de vulling zoals op de foto, wat ik ook probeer..
De randen worden wel goed geprint, alles geprobeerd.. ik weet eigenlijk niet wat te doen.
Weet iemand waardoor dit komt?
Ik ben geneigd om te zeggen: gewoon glad schuren , maar dat is niet de oplossing van het probleem.
Gebeurt dit ook bij een soortgelijk ander voorwerp?
Bij mijn printer kreeg ik ook een testcube, wellicht heb je ook zoiets. Probeer die eens.
Met welke temperatuur print je dat PETG? En wat voor soort printer heb je? Direct drive?
Groeten uit Hoogeveen.
3 Printers: Artillery Genius, Anycubic Kobra 3 combo en een Elegoo Neptune 4 plus
Software: ik ontwerp met Design Spark Mechanical Creator 6.0.3 en Cura 5.6.0
Hi!
De printtemp is 230 C. en 70 C. en bij andere prints gebeurt dit niet. Ik heb een Ender 3 S1 pro waarop PLA het prima doet.
Ik ga eens naar een testcube zoeken zoals je voorstelde.
Je kunt ook gewoon een zelf getekend blokje gebruiken. Print het eerst in PLA en als dat goed gaat, doe dan PETG in je machine. Misschien kun je de temperatuur en zeker die van de hotplate nog wat verlagen.
Groeten uit Hoogeveen.
3 Printers: Artillery Genius, Anycubic Kobra 3 combo en een Elegoo Neptune 4 plus
Software: ik ontwerp met Design Spark Mechanical Creator 6.0.3 en Cura 5.6.0
Het lijkt op te heet printen en/of te weinig koeling, zoals je ziet wordt de lijn die al geprint is weer meegetrokken bij de volgende beweging, omdat die nog niet hard is.
Misschien wat overflow. Meestal betreffen de problemen hier under flow, maar ik denk dat je misschien ofwel moet kalibreren of de flow op 90~95 % zetten. Mijn ervaring is dat PetG dit effect sowieso meer geeft dan PLA.
Lauter van een foto blijft het lastig om een probleem goed te onderkennen. Maar wat ik zie doet mij vermoeden dat hier sprake is van overextrusion i.c.m. te weinig koeling
Tja ik weet niet waarom, maar ik heb iets met Orcabot printers
Ik vermoed dat ook de spoel PETG al een tijdje uit de verpakking is? Als dat zo is, is het waarschijnlijk de combinatie van wat PrintEngineer hierboven zegt en vocht in je filament.
Het vochtprobleem kan je zo oplossen : (met goedkeuring van moeder de vrouw natuurlijk)
Je kan PLA en PETG in je keuken oven "drogen". Let wel dat je de temperatuur van de oven precies moet kunnen instellen.
PLA : oven op +-45 graden (zeker niet warmer als 50 graden!) voor een uurtje of 4-6
PETG : oven op +-70-75 graden (zeker niet warmer als 75 graden!) voor een uurtje of 4-6
Creality K1 Max / Ultimaker 2+
Creality Space Pi dual filament dryer
Creality Halot Lite / Creality Halot One
Creality Wash&Cure UW-001 en UW-003
Revopoint Range
Creality Falcon 2 PRO 40W
Software : varia 3D CAD/CAM / Cura 5.x / CrealityPrint 6.x / Chitubox Pro / Meshmixer / Fusion360 / LightBurn / LaserGRBL / ...
Maak een account aan of log in om deel te nemen aan de discussie
Je moet lid zijn om een reactie te kunnen plaatsen
Maak een account aan
Geen lid? Registreer om lid te worden van onze community
Leden kunnen hun eigen onderwerpen starten en zich abonneren op onderwerpen
Het is gratis en duurt maar een minuut