


Dit is het laatste bericht van de vorige pagina:
Ik dacht ook, dat moet toch ook nog met een 0.4mm nozzle kunnen, dus ook even geprobeert met 0.12 laaghoogte.Van een 3V2 naar een K1C afstelling 0.2mm nozzle
Groeten Hardy
Zelfbouw Ultifaker 20x20 Ramps 8 bits Marlin 1.19
Zelfbouw 3D-cube 25x25 https://www.youtube.com/watch?v=udCxjZcOA-c&t=8s
Zelfbouw CoreXY 30x30 KLIPPER, MKS-ROBIN-nano via CanBus
Zelfbouw Ultifaker 20x20 Ramps 8 bits Marlin 1.19
Zelfbouw 3D-cube 25x25 https://www.youtube.com/watch?v=udCxjZcOA-c&t=8s
Zelfbouw CoreXY 30x30 KLIPPER, MKS-ROBIN-nano via CanBus

Ik denk dat Frits ook maar een poging moet wagen , die is gespecialiseerd in h0 treinen .
Met vriendelijke groet
Wim
Prusa Core One + .
Wim
Prusa Core One + .
Mooie resultaten met een 0.4mm nozzle, zeker de pilaar is voor mij als resultaat maatgevend / bepalend voor kwaliteit.
Ik ga zeker met mijn nieuwe printer de 0.4mm nozzle ook uitproberen. Bedankt Wim, Rob en Hardy voor testen en de noodzakelijk aan te passen instellingen om dicht bij een 0.2mm nozzle te komen.
Gr Matje
Ik ga zeker met mijn nieuwe printer de 0.4mm nozzle ook uitproberen. Bedankt Wim, Rob en Hardy voor testen en de noodzakelijk aan te passen instellingen om dicht bij een 0.2mm nozzle te komen.
Gr Matje
Ender 3V2 en K1C Modeltreinen schaal H0 en N

Mañana. 
Toegevoegd in 14 uren 35 minuten 37 secondes:
Zoals beloofd heb ik de file ook geprint.
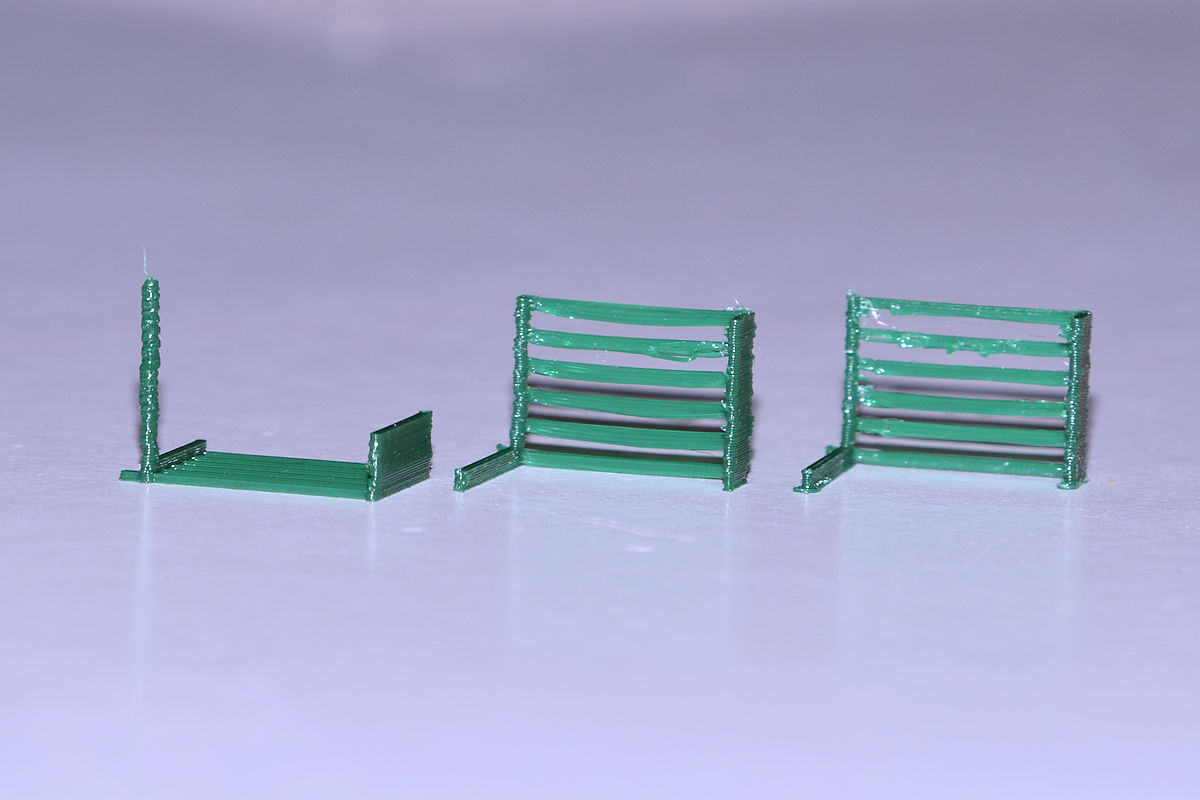
De linker print is zo geprint en levert een wat rommelig paaltje op. Het hekwerk is mooi strak natuurlijk.
De middelste print is gekanteld geprint. Wel een strak paaltje, maar de spijlen van het hek hangen wat door.
De rechter print is eveneens zo geprint, maar nu met een boomsupport. Het resultaat is iets beter, maar de printtijd wordt twee maal zolang (11 min) en het er af pulken van het support is lastig en en de kans op schade erg groot.
Kortom ik zou voor de tweede gaan.
PLA 200 graden, 60 mm printsnelheid, Artillery Genius printer, nozzle 0,2, laaghoogte 0,12 mm.
Toegevoegd in 14 uren 35 minuten 37 secondes:
Zoals beloofd heb ik de file ook geprint.
De linker print is zo geprint en levert een wat rommelig paaltje op. Het hekwerk is mooi strak natuurlijk.
De middelste print is gekanteld geprint. Wel een strak paaltje, maar de spijlen van het hek hangen wat door.
De rechter print is eveneens zo geprint, maar nu met een boomsupport. Het resultaat is iets beter, maar de printtijd wordt twee maal zolang (11 min) en het er af pulken van het support is lastig en en de kans op schade erg groot.
Kortom ik zou voor de tweede gaan.
PLA 200 graden, 60 mm printsnelheid, Artillery Genius printer, nozzle 0,2, laaghoogte 0,12 mm.
Groeten uit Hoogeveen.
3 Printers: Artillery Genius, Anycubic Kobra 3 combo en een Elegoo Neptune 4 plus
Software: ik ontwerp met Design Spark Mechanical Creator 6.0.3 en Cura 5.6.0
3 Printers: Artillery Genius, Anycubic Kobra 3 combo en een Elegoo Neptune 4 plus
Software: ik ontwerp met Design Spark Mechanical Creator 6.0.3 en Cura 5.6.0

Er zit dus toch duidelijk wel verschil tussen de printers en niet alleen in de instellingen.
Laatst gewijzigd door Rob52 op 10/02/26, 13:52, 1 keer totaal gewijzigd.
Bambu Lab P1S Combo - TwoTrees Sapphire Plus - Anycubic Deltaprinter
Dat mag ook wel , ik betaal liever iets meer voor een goede kwaliteit prints .
Met vriendelijke groet
Wim
Prusa Core One + .
Wim
Prusa Core One + .


Gewoon liggend met het paaltje omhoog, je moet bij zo iets fragiels geen support willen, gewoon hele lage snelheid gebruiken, ondank dat duurde het hekje bij mij nog geen minuut.
Groeten Hardy
Zelfbouw Ultifaker 20x20 Ramps 8 bits Marlin 1.19
Zelfbouw 3D-cube 25x25 https://www.youtube.com/watch?v=udCxjZcOA-c&t=8s
Zelfbouw CoreXY 30x30 KLIPPER, MKS-ROBIN-nano via CanBus
Zelfbouw Ultifaker 20x20 Ramps 8 bits Marlin 1.19
Zelfbouw 3D-cube 25x25 https://www.youtube.com/watch?v=udCxjZcOA-c&t=8s
Zelfbouw CoreXY 30x30 KLIPPER, MKS-ROBIN-nano via CanBus
Ik ben wel benieuwd hoe dat in mijn nieuwe printer gaat. 0,0 instellingen getweakt maar wel de mogelijkheid van meerdere materialen printen. Dan kun je PLA en PETG door elkaar gebruiken, 1 als support en de andere als product. Voordeel daarvan is dat ze niet aan elkaar blijven kleven.
Anycubic Kobra S1 met de ACE pro
Ik weet niet welke printer je hebt, maar als het alleen materiaalwissel is en geen toolheads, dan kom je daar snel van terug. Je print duurt dan ineens 3 keer, of meer zolang. Dan moet het wel heel erg belangrijk zijn wil je dat ervoor over hebben.
Bambu Lab P1S Combo - TwoTrees Sapphire Plus - Anycubic Deltaprinter
Maak een account aan of log in om deel te nemen aan de discussie
Je moet lid zijn om een reactie te kunnen plaatsen
Maak een account aan
Geen lid? Registreer om lid te worden van onze community
Leden kunnen hun eigen onderwerpen starten en zich abonneren op onderwerpen
Het is gratis en duurt maar een minuut
Log in
Wie is er online
Gebruikers op dit forum: Amazon [Bot] en 1 gast